Del 30% al 85%: ¿Por qué es tan condenadamente difícil la optimización de la eficiencia de las líneas de envasado farmacéutico?
Hace unos días en Reddit vi una publicación de un tipo que trabajaba en una planta farmacéutica en Irlanda: “Trabajé en una línea de empaque en una fábrica pequeña en Waterford haciendo Hierba de San Juan hace como 15 años. Era un empaque totalmente manual, metiendo frascos en cajas”.
15 años. De todo manual a que hoy todo el mundo hable de automatización, inteligencia, Industria 4.0. Suena a que esta industria ya debería haberse transformado por completo, ¿no?
Pero la verdad es esta: los datos del sector muestran que el OEE (Overall Equipment Effectiveness) típico de una línea de empaque farmacéutica promedia apenas alrededor de 30%. Algunas líneas bajan hasta 17%. Mientras tanto, el “nivel de clase mundial” es 85%+.
Esa brecha de 55 puntos porcentuales, ¿en dónde está exactamente el cuello de botella?
El cumplimiento es la “diadema dorada”, la eficiencia se sacrifica
En el foro r/PLC de Reddit, dedicado a la automatización industrial, un hilo muy comentado con 97 respuestas preguntaba: ¿qué industria tiene el mejor entorno de trabajo para automatización?
Sobre farma, una persona del campo dijo algo brutalmente honesto:
“Farma es limpio, pero aburrido. Vas a pasar mucho más tiempo escribiendo documentos y asistiendo a juntas que diseñando o programando algo”.
No es queja. Es la realidad.
En farma, GMP (Good Manufacturing Practice) es ley absoluta. La instalación, operación y mantenimiento de cada equipo requiere validación. Y no es de validar una vez y listo: cambias una pieza, ajustas un parámetro, incluso cambias de proveedor de materia prima, y puede que tengas que revalidar.
Un usuario de Quora compartió un incidente que vivió: su empresa produjo 249 lotes sin problemas. ¿Pero el lote 250? Explotó. ¿La causa? Trazas de residuo de bicarbonato de potasio de un paso previo catalizaron una reacción química nunca antes registrada. Tuvieron que desechar por completo el proceso original y redearrollarlo usando química sin azidas.
“Aunque los rendimientos eran más bajos y el costo total era más alto, el riesgo simplemente no valía la pena”.
Esta es la lógica farmacéutica: la seguridad y el cumplimiento siempre están por encima de la eficiencia. ¿El problema? Cuando el cumplimiento se vuelve una “diadema dorada”, la eficiencia se aprieta.
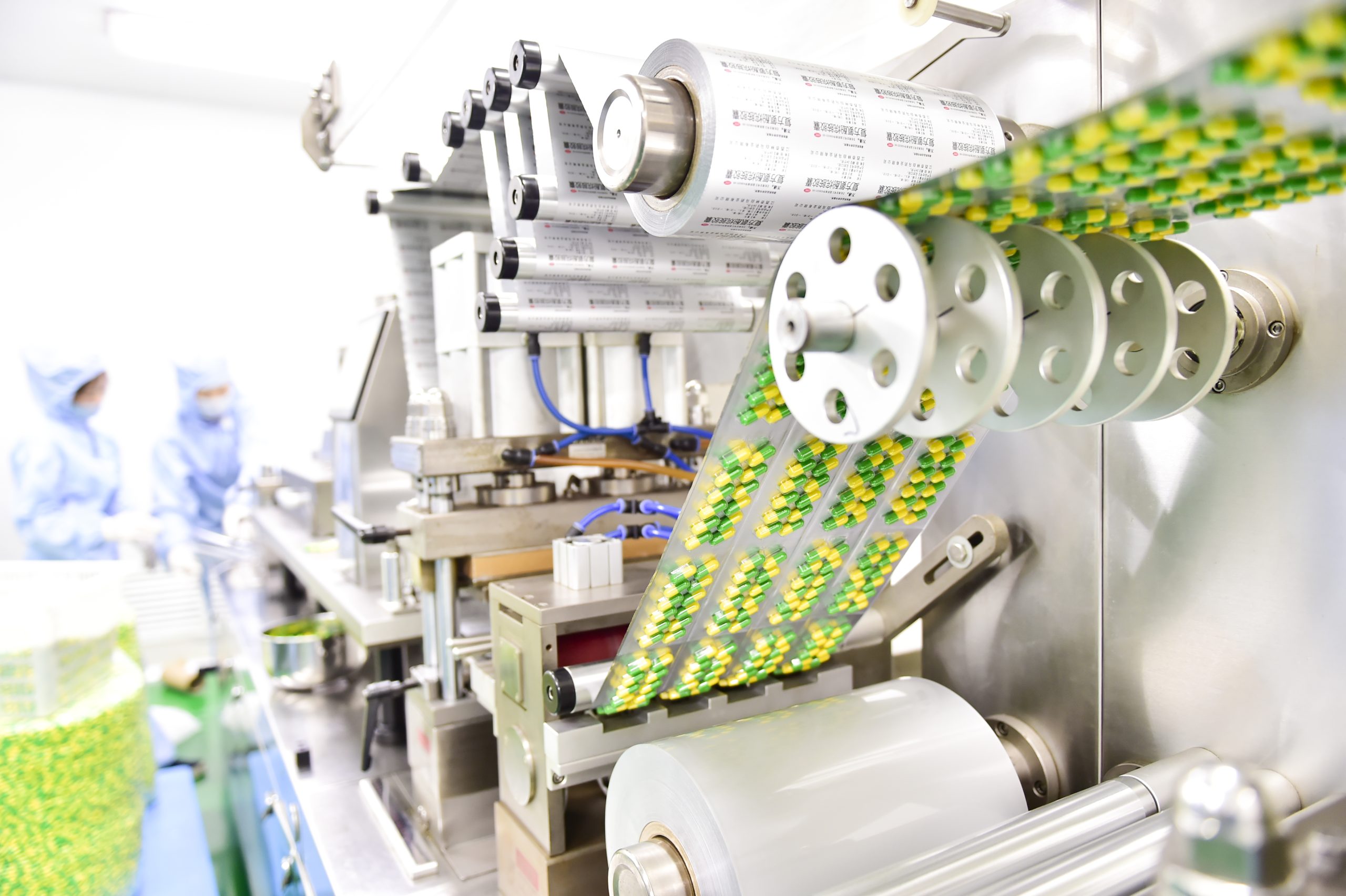
La “pregunta de opción múltiple” de la máquina empacadora blíster, ¿más rápida o más estable?
Cuando se habla de empaque farmacéutico, las Blister Packing Machines son inevitables.
En r/pharmacy de Reddit hay una discusión interesante: ¿por qué en Estados Unidos no usan tanto blíster?
“La mayor parte del empaque de formas sólidas en muchos países, especialmente en trópicos, desiertos y climas similares, es en dosis unitaria por estabilidad”.
Las ventajas del blíster son claras: buen sellado, conteo fácil, mejor adherencia del paciente. Pero elegir la Blister Packing Machine correcta no es tan simple.
En el mercado predominan dos tipos: Roller Type y Flat Type. En pocas palabras, los de rodillo son rápidos pero con precisión relativamente menor. Los planos son precisos pero más lentos. ¿Cuál elegir? Depende de las características del producto, el tamaño del lote y el presupuesto.
Alguien que se encarga de compras de equipos de empaque en Quora dijo que ha visto a demasiadas empresas comprar máquinas inadecuadas solo por ahorrar. ¿Resultado? O tasas altas de defectos o paros frecuentes. Y el costo total termina siendo más alto.
Elegir a un Pharmaceutical Equipment Manufacturer confiable puede importar más que perseguir únicamente especificaciones. Al final, si los problemas del equipo reciben respuesta rápida, si hay soporte técnico local, si la documentación de validación está completa, estos factores “suaves” muchas veces determinan si una línea puede operar sin tropiezos.
La “fantasía bonita” de la automatización vs. la realidad brutal
“¿Los robots van a reemplazar a los operadores?”
Esta pregunta generó 53 comentarios en r/biotech de Reddit. Alguien hizo cuentas: un robot cuesta alrededor de $40,000. Un operador cuesta $70,000 a $100,000 al año. En pura economía, reemplazar humanos suena rentable.
Pero un veterano les echó agua fría:
“Toma conectar una manguera del punto A al punto B. Es una tarea que dos personas pueden hacer con una firma de hecho por/verificado por en un registro electrónico en unos 10 minutos. Con un robot, ¿tiene la destreza necesaria para manipular un tri-clamp? ¿Su sistema de visión puede distinguir entre una junta de silicón limpia e íntegra y una sucia o rota? ¿Puede reaccionar si algo está fuera de lugar?”
Y todavía más crítico, el costo de validación. Continuó:
“¿Cuál es el precio de compra? ¿Contrato anual de servicio del proveedor? ¿Refacciones? ¿Técnicos de mantenimiento en sitio? ¿FAT/SAT/IOQ inicial? ¿PQ y validación? ¿Costos iniciales de automatización? ¿Soporte continuo de automatización? ¿Costos de revalidación?”
Su conclusión fue esta: en entornos GMP, muchas tareas “simples” en realidad no son simples.
Sin embargo, otras personas compartieron experiencias distintas. Un usuario dijo que participó en la construcción de una plataforma de flujo de trabajo molecular totalmente automatizada. Inversión de $100 millones que reemplazó la carga de trabajo de 250 operadores. ¿ROI? “Se pagó en el primer año. El crecimiento anual de ingresos superó por mucho los costos de construcción y validación”.
Así que la automatización no es de si se puede o no se puede. Es si vale la pena. Y eso depende de tu escala, la complejidad del producto y el periodo de retorno que estés dispuesto a aceptar.
Esas pérdidas de eficiencia “aceptadas por defecto”
A estas alturas quizá te preguntes: si el equipo es tan avanzado, ¿por qué el OEE no mejora?
Un caso de consultoría del sector da la respuesta.
La línea de empaque de una empresa de suplementos siempre tenía problemas de etiquetado, etiquetas chuecas, los operadores retiraban productos, despegaban etiquetas, reetiquetaban y luego volvían a poner los productos en la línea.
“El problema en cuestión siempre había existido y, cuando ocurría, era sencillo para el operador corregirlo y volver a poner la línea a correr. Los operadores lo habían reportado muchas veces, pero a nadie parecía importarle demasiado porque no se estaba midiendo ni entendiendo su impacto real en la capacidad de la línea”.
Estas “prácticas de trabajo aceptadas y ocultas” son asesinas de eficiencia. Cada incidente “solo desperdicia unos segundos”, así que no se registra en los reportes diarios. Pero después de instalar monitoreo en tiempo real, descubrieron que este “tema menor” causaba una pérdida de capacidad del 10%.
¿La causa raíz? Solo un mecanismo de alimentación desgastado. Al corregirlo, la capacidad mejoró de inmediato.
Hay ejemplos similares por todos lados. Como una tasa de defectos del 5% en una selladora de blíster. Los equipos de Lean Six Sigma no encontraban la causa hasta que usaron un sistema OEE que correlacionaba temperatura de la placa de sellado, ciclos de calentamiento, parámetros de posicionamiento y proveedores de materia prima, y al final descubrieron que las láminas de aluminio de distintos proveedores tenían características de calentamiento y sellado ligeramente diferentes, lo que requería ajustar las curvas de calentamiento. Tras corregirlo, la tasa de defectos bajó de 5% a 0.5%, ahorrando alrededor de £120,000 al año en costos de empaque por línea.
La “última milla” de la optimización de eficiencia
Después de hablar de tantos problemas, hablemos de lo positivo.
Farma está viviendo un punto de inflexión. En los últimos años, mucha energía se fue en regulaciones de serialization y track and trace. Ahora estos proyectos prácticamente ya quedaron implementados. Por fin las empresas tienen espacio para voltear atrás y preguntarse: ¿cuánto potencial sin aprovechar todavía tienen nuestras líneas de empaque?
Un experto del sector escribió en Pharmaceutical Technology:
“La visibilidad de la cadena de suministro, el mantenimiento predictivo, el Big Data y el seguimiento en vivo del OEE ahora se están volviendo cada vez más relevantes en farma”.
Al principio yo pensaba que farma era demasiado conservador, demasiado lento. ¿Cómo iba a alcanzar los niveles de eficiencia de otras industrias? Pero luego entendí algo: el tema no es que no quieran cambiar. Es que cambian distinto.
Otras industrias persiguen “velocidad”. Farma persigue “estabilidad”. Toda mejora debe tener respaldo de datos, registros de validación y trazabilidad documentada. Esto se ve lento. Pero cuando se sistematiza, cada mejora queda sólida y es replicable.
La brecha de 30% a 85% no se cruza de un solo salto. Pero con la dirección correcta, atacando los problemas uno por uno, no es imposible.